| 手機版 您好,歡迎來到變壓器市場網!平臺已覆蓋越南、泰國、柬埔寨、緬甸等東南亞,印度、南非、俄羅斯、加拿大等海外區域。







|
公司基本資料信息
|
||||||||||||||||||||||||||||||||






 [第6年] 指數:8
[第6年] 指數:8 通過變壓器市場網平臺信用論證中心認證
通過變壓器市場網平臺信用論證中心認證 
產品詳細說明
R.HJ-400B變壓器鐵芯橫剪生產線特點
1.本線由精密測長裝置,美國Rockwell(Allen-Bradley)交流伺服系統配合當今世界最先進的運動控制系統實現高精度定長送料,保證了剪切精度。
2.采用直觀的彩色全中文人機界面,操作人員通過觸摸屏即可輕松完成片形選擇、參數修正等操作。
3.計算機進行長度補償,快速調整剪切長度。
4.采用雙頭開卷機以提高生產效率;液壓撐緊和電動轉動控制。
5.沖床采用滾動直線軸承導向、剪床采用直線導軌(PMI重載型號)導向。
6.沖、剪床刀具均采用硬質合金材料,刀具壽命壹百萬次/每磨一次。
7.全線調寬導向采用自動調寬導向。片料導向系統為橫向中心對稱開合結構(中心定位);調寬系統采用集中驅動,編碼器反饋閉環技術自動調寬,同時附加手動微調功能、位置指示器顯示觀察功能。
8.采用硬質合金導軌,平均使用周期8~10年;全部導軌系統采用直線導軌導向,滾珠絲杠副傳動。
9.沖缺沖床橫向移動采用伺服裝置控制,能夠自動完成步進式疊積鐵心片的剪切。
10.總線控制系統:采用美國Rockwell(Allen-Bradley)獨有的PLC、全線的伺服驅動器、變頻器等以太網環形總線控制技術,實現了全數字化、智能化控制,可靠性與控制精度均有較大提高。大多數傳感器、電磁閥都就近接入DP總線,控制信號與電力供給都由DP總線提供。DP總線的使用,大大減少了電纜的數量,從而提高了設備的可靠性,降低了檢修成本,提高了故障診斷的效率。
生產線技術參數
剪切厚度 Thickness of sheet (mm):0.23 - 0.35
剪切寬度 Width of sheet (mm):40 - 440
剪切長度 Length of sheet (mm):250 - 2500
工作送料速度 Feeding speed (m/min):0 - 200
剪切長度誤差 Accuracy of cutting length (mm):±0.10
剪切角度誤差 Accuracy of cutting angle (o):±0.02
剪切毛刺誤差 Shear burr error (mm):<0.02
沖模使用壽命 Punch mould working life (萬次 10000 times):>20 (刃磨一次 per grinding)
剪刀使用壽命 Shear working life (萬次 10000 times):>100 (刃磨一次 per grinding)
開卷筒伸縮范圍 Open roll telescoping scope (mm):Φ460 - 520
裝機容量 Installed capacity (KW):28
產品工作耗氣量 Compressed air consumption (cbm/min):1.5
理料機負責把不同片型分離排出并碼齊。
由機架、傳送架、氣缸、電機、1#理料架、2#理料架等組成。片料經剪切后,由輸送帶傳送到理料機。由伺服電動機帶動1#理料架、2#理料架左右擺動,將片料送至堆料板。堆料位置如圖。
堆料高度400mm,可根據用戶所生產變壓器厚度自行設定,到達設定高度自動停機。最終形成一個變壓器的5個鐵芯柱子。再進行變壓器疊裝。可進行人工插片(插軛片)也可進行自動疊裝(機器人疊片)。

送料是本機的核心部分,它負責送料和測長,保證各種片型的長度精度,送料機主要核心部件有送料輥、測量輥、 導向定位導軌、伺服電機、編碼器、壓輥氣缸等組成。開卷機卷料料頭放出后,由送料機將卷料料頭送至沖剪床固定導軌。
送料輥氣壓:氣缸氣壓~0.3 MPa;
測長輥氣壓:氣缸氣壓~0.1 MPa;
送料速度:0~240 m/min;
側導軌調整范圍:40~440mm。
1.本線由精密測長裝置,美國Rockwell(Allen-Bradley)交流伺服系統配合當今世界最先進的運動控制系統實現高精度定長送料,保證了剪切精度。
2.采用直觀的彩色全中文人機界面,操作人員通過觸摸屏即可輕松完成片形選擇、參數修正等操作。
3.計算機進行長度補償,快速調整剪切長度。
4.采用雙頭開卷機以提高生產效率;液壓撐緊和電動轉動控制。
5.沖床采用滾動直線軸承導向、剪床采用直線導軌(PMI重載型號)導向。
6.沖、剪床刀具均采用硬質合金材料,刀具壽命壹百萬次/每磨一次。
7.全線調寬導向采用自動調寬導向。片料導向系統為橫向中心對稱開合結構(中心定位);調寬系統采用集中驅動,編碼器反饋閉環技術自動調寬,同時附加手動微調功能、位置指示器顯示觀察功能。
8.采用硬質合金導軌,平均使用周期8~10年;全部導軌系統采用直線導軌導向,滾珠絲杠副傳動。
9.沖缺沖床橫向移動采用伺服裝置控制,能夠自動完成步進式疊積鐵心片的剪切。
10.總線控制系統:采用美國Rockwell(Allen-Bradley)獨有的PLC、全線的伺服驅動器、變頻器等以太網環形總線控制技術,實現了全數字化、智能化控制,可靠性與控制精度均有較大提高。大多數傳感器、電磁閥都就近接入DP總線,控制信號與電力供給都由DP總線提供。DP總線的使用,大大減少了電纜的數量,從而提高了設備的可靠性,降低了檢修成本,提高了故障診斷的效率。
生產線技術參數
剪切厚度 Thickness of sheet (mm):0.23 - 0.35
剪切寬度 Width of sheet (mm):40 - 440
剪切長度 Length of sheet (mm):250 - 2500
工作送料速度 Feeding speed (m/min):0 - 200
剪切長度誤差 Accuracy of cutting length (mm):±0.10
剪切角度誤差 Accuracy of cutting angle (o):±0.02
剪切毛刺誤差 Shear burr error (mm):<0.02
沖模使用壽命 Punch mould working life (萬次 10000 times):>20 (刃磨一次 per grinding)
剪刀使用壽命 Shear working life (萬次 10000 times):>100 (刃磨一次 per grinding)
開卷筒伸縮范圍 Open roll telescoping scope (mm):Φ460 - 520
裝機容量 Installed capacity (KW):28
產品工作耗氣量 Compressed air consumption (cbm/min):1.5
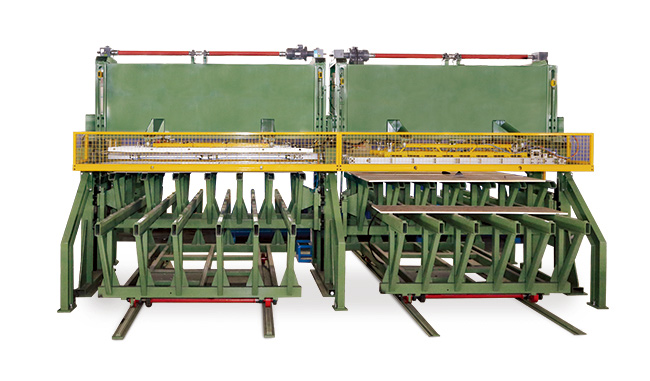
理料機、堆料臺
理料機、堆料臺
理料機負責把不同片型分離排出并碼齊。
由機架、傳送架、氣缸、電機、1#理料架、2#理料架等組成。片料經剪切后,由輸送帶傳送到理料機。由伺服電動機帶動1#理料架、2#理料架左右擺動,將片料送至堆料板。堆料位置如圖。
堆料高度400mm,可根據用戶所生產變壓器厚度自行設定,到達設定高度自動停機。最終形成一個變壓器的5個鐵芯柱子。再進行變壓器疊裝。可進行人工插片(插軛片)也可進行自動疊裝(機器人疊片)。
沖孔沖床

沖孔沖床
沖孔沖床主要由床身、導柱、導套、上下沖模、伺服電機、上沖模高度調整部件組成。沖孔沖床用于帶孔片型沖孔,孔大小及位置尺寸精確符合定位要求。
沖孔直徑:8~30mm;
選配功能:附加一個沖孔工位實現沖孔位置橫向調整功能。
送料機
送料是本機的核心部分,它負責送料和測長,保證各種片型的長度精度,送料機主要核心部件有送料輥、測量輥、 導向定位導軌、伺服電機、編碼器、壓輥氣缸等組成。開卷機卷料料頭放出后,由送料機將卷料料頭送至沖剪床固定導軌。
送料輥氣壓:氣缸氣壓~0.3 MPa;
測長輥氣壓:氣缸氣壓~0.1 MPa;
送料速度:0~240 m/min;
側導軌調整范圍:40~440mm。
雙頭開卷機

全自動氣動開卷機由承載機架、脹軸、電動旋轉系統等裝置組成,主要是用來釋放卷料。4件缸徑100的氣缸通過伸縮桿帶動滑套前后運動,當滑套向前運動時通過連板弧形縮小,當滑套向后運動時弧形撐撐開,這種弧形撐結構簡單、運動靈活,卷料保證可靠地固定在脹軸上。
料卷直徑范圍: ∅500~∅1000mm
料寬:40~440mm;
單頭最大載重量:2t;
弧形撐漲縮范圍: ∅460~∅520mm
開卷機放料速度無極自動調節范圍:0~140m/min;







網站首頁
| 關于我們
| 聯系方式
| 網站地圖
| 網站留言 | 廣告服務 | 備案/許可證編號:京ICP備13016608號
99精品视频在线这里只有,亚洲一区精品在线,制服丝袜第五页,在线观看国产日韩,国产在线五月综合婷婷,精品视频一区二区三区在线观看,激情一区二区三区,自拍偷自拍亚洲精品情侣,蜜臀91精品国产高清在线观看,中文字幕久精品免费视频
(c)2009-2024 www.dyxywl.com All Rights Reserved